Tool Nose Radius Compensation
In ecam you don't have to bother about tool nose radius compensation.
Just set correct nose radius value and tool orientation in tool geometry dialog.
It will not output any G41 / G42 / G40 , or equivalent codes, since the nose compensation is already applied by the software.

The toolpath is automatically compensated .
In below images you can see in blue ( and green ) the path the tool will follow, in order to create the programmed profile.

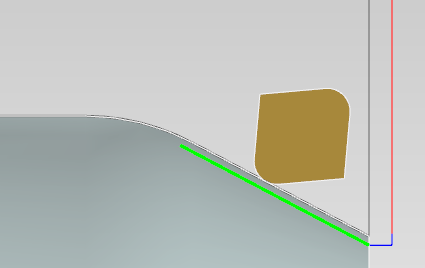

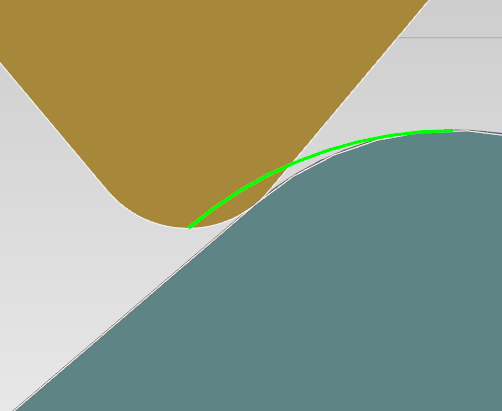
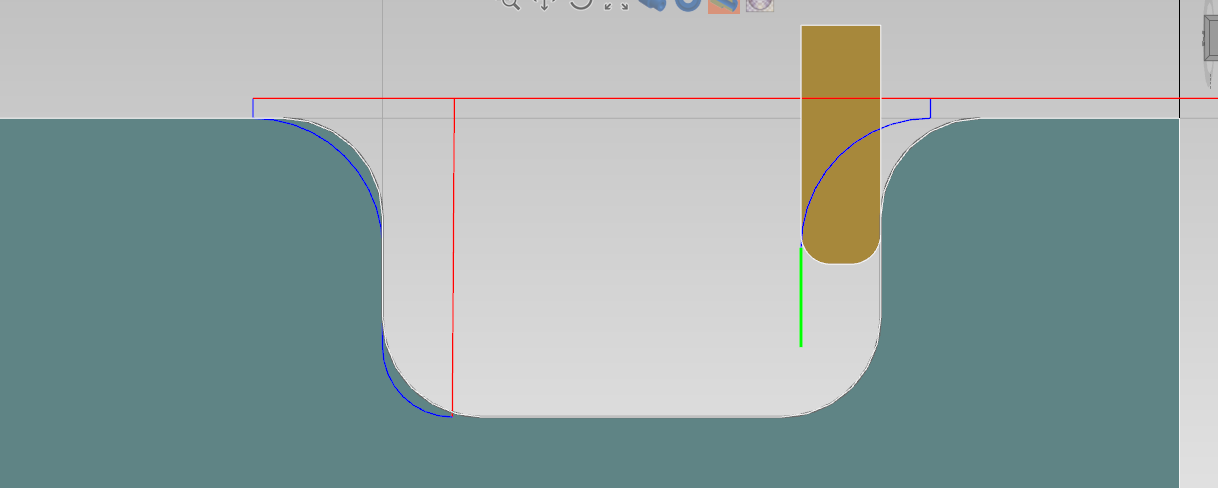
Why doesn’t the toolpath follow exactly the profile geometry?
Keep in mind that you are controlling the theoretical point of the tool — see the yellow dot in the image below.
To make the tool’s actual contact point touch the geometry, the toolpath must be offset according to the tool tip radius and its position.
This offset is automatically handled by the software, without using machine compensation (G41/G42).

Reference
To better understand tool nose radius compensation on lathe you can search on google.
Or read here some good documentation :
http://cncprograming.blogspot.it/2011/07/tool-nose-radius-compensation-g40-g41.html